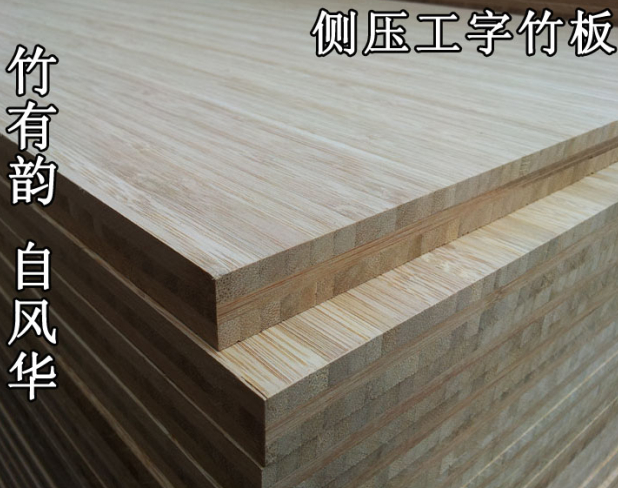
竹板加工工藝竹板材生產工藝
竹板加工工藝,桃花江竹板生產工藝,如今竹材已經成為應用廣泛的裝飾裝飾材料,隨著人們對竹木品質要求的不斷提高,桃花江竹材不斷加大科研開發力度,與科研院所通力合作,不斷總結和解決生產過程中的發現的工藝難點,一點一滴的提高竹板加工工藝和生產技術水平。桃花江竹材是我國高品質竹集成材供應商。
竹板,竹板材加工成品需要經過一些技術工藝環節,很久以前人們加工竹板的方式采用手工技術工藝,這種工藝現在幾乎淘汰了,所以這時候需要一種新技術來代替人工加工竹板的局限性。現代竹板材加工的技術主要是以高新竹材加工設備為主,現代竹板材生產技術主要生產設備有:要產品包括:線條異型砂光機、邊緣仿型砂光機、圓角砂光機、童床砂光機、木塑砂光機、雙面刨竹機、重竹生產設備、竹地板設備、竹涼席設備、竹制品專用砂光機等,通過這些設備把竹子加工成板,下面小編講解有關東莞一家竹板材廠家加工竹板的主要生產技術及工藝流程如下:
一、選竹齡,竹齡不是越長越好,越短越好,而是要選擇合適的竹齡的竹子,一般湘楠竹板材選購5-6年竹齡的楠竹,桿形要直、圓,且較粗,過彎的要人工校直,以提高出材率。如果小于5年的竹子其細胞內含物的積累尚少,纖維間的微孔隙較大,在干燥后易引起變形,制成品干縮濕脹系數大,幾何變形也大,故不宜選用;竹齡過大大于5-6年竹齡的竹子在干燥后,硬度過大(含硅量增加) ,強度開始降低,對刀具損傷也大,故也不宜大量選用。因此對竹集成材或其他竹裝飾板材而言,需選用竹齡5-6年的楠竹 眉徑離地1. 5m 處、 在10cm 以上的竹子。
二、將竹子材料放入設備,首先將處理竹子裝入罐內,然后將罐門合上、關緊。具體操作如下:
1.首先試合罐門、觀察罐門法蘭與罐體卡箍圈上下左右兩平面是否平行并及時調整。
2.確認平行后,啟動液壓系統旋合卡箍圈(注意:一定要使罐門法蘭與罐體卡箍圈相吻合,并檢查絲桿機構上的行程開關是否完好,才能啟動液壓站或啟動閉門器。
3.竹子材料真空作業:罐門關好后,打開真空閥門,并關閉其它所有閥門,開始真空作業,并保持真空。
4、竹子材料加壓:真空作業后,利用負壓進行吸液,根據不同的材料、標準進行加壓。
三、竹條的軟化 竹材組織致密,材質堅韌,其抗拉強度和彎曲強度很高[ 3 ] ,對竹條進行軟化處理使竹條易于彎曲定型。通過對高溫(160 ℃) 快速加熱、化學試劑潤脹和疊捆微波加熱等幾種軟化方法分別進行嘗試,均能使竹條有效地軟化,易于實現彎曲成型。本試驗選用高溫快速加熱法。由于竹材中含有較豐富的抽提物,影響竹材的耐久性和易導致霉變,因此. 須對竹材進行防霉處理。根據軟化方法的不同,可在軟化前或軟化的同時去除抽提物,提高竹材的耐久性和防霉變性。
四、膠合固化 竹集成材用的膠壓設備常采用蒸汽加熱的雙向壓機,也可采用高頻加熱的雙向壓機。由于竹材的導熱系數比木質材料略小,因此其熱壓時間應略長于木質材料。熱壓溫度與木質膠合板相同,熱壓壓力可視竹片的平整度而異,且與壓機的操作順序有關,一般比木質材料稍大。冷壓膠合工藝與木質材料冷壓工藝相近,只是前者采用的壓力較大。在生產過程中要作好原料,工藝條件及產品質量檢查工作,應經常檢查單板含水率、膠液粘度、涂膠量及膠壓條件等。還需定期檢測坯件的尺寸大小,形狀及外觀質量;并按標準測試各項強度指標。
五、竹條的彎曲成型 將軟化后的竹條弦面層疊,再用細鐵絲捆扎成捆。竹條捆在高濕熱狀態下放入模具中;均勻緩慢加壓到竹條捆與模具緊密貼合后與模具一起夾緊固定,然后連同模具放入干燥箱內高溫(130 ℃~150 ℃) 干燥。在干燥過程中隨竹條干縮量的增加及時緊固模具。保持緊密貼合狀態,以使竹條彎曲定型良好。模具的精度對彎曲成型質量的影響亦很大,加壓時應保證各疊竹條厚度一致,受力均勻平衡,避免整疊竹條捆扭曲或傾斜
六、彎曲竹條的定型 由于彎曲的竹條存在彈性應力. 需在保持壓力的條件下進行干燥定型,將緊固的模具一起放入干燥箱內干燥,在達到預定干燥程度(含水率小于10 %) 之前保持壓緊狀態。干燥完畢,將竹條捆連同模具取出,待竹條捆完全冷卻后松開模具。此外,也可采用急劇冷卻方式定型,但后續干燥易產生一定量的回彈,定型后的形狀不十分準確,可用于對彎曲形狀要求不高的場合。定型后取出彎曲的竹條捆,按層疊的順序編號,以便層積膠合時按原序組坯。
七、竹條板的組坯膠合 竹材膠合常用膠粘劑有酚醛樹脂膠和脲醛樹脂膠。對膠合完畢的彎曲竹條板進行刨削和定厚砂光加工,備用。
八、層積膠合 以彎曲竹條板作為彎曲竹材集成材的構成單元,通過對竹條板的膠合面涂膠、組坯,采用集成材專用膠以冷壓膠合的方式制成一定規格尺寸的彎曲竹材集成材。
九、素板下料 素板鋸裁時,操作人員應首先細閱開料圖及相關配套的尺寸下料表格,然后進行加工。素板零部件加工余量:長度方向取10mm~12mm ;寬度方向取8mm~10mm ;鋸割后的板材應堆放于干燥處。
十、板件定厚砂光 進行板件定厚砂光,要求板塊兩面砂削量均衡,以保證基板表面和內在的質量。板件在砂光中,要求每次砂削量不得超過1mm ,砂光的的板件厚度公差應控制在±0. 1mm 范圍。板件銑邊首先進行縱向的加工,然后再進行橫向邊的加工。在進行橫向邊加工時,應適當減少切削量,降低切削量速度及進給速度。加工完畢的零部件長、寬度的允許公差為±0. 1mm~0. 3mm。

以上十個工序一一講述了有關桃花江竹板材加工主要生產技術及工藝流程,原生態竹子料如上的工藝處理之后加工成竹板材,具有古樸高雅的色澤與紋理,可以替代高品質硬木,被廣泛的應用于各種戶外、室內內的景觀裝飾中,如家庭室內、花園、廣場公園、泳池、碼頭、親水平臺等場所,成為現代大都市生活中一種少見的人造自然景觀。
《桃花江手機官網首頁》
產品推薦



相關文章
|
·流行新趨勢:竹子的硬度可以替代鋼(09-28) |
·竹子的精神(05-30) |
|
·竹材能替代木材嗎?(05-30) |
·竹子年齡和竹子材質關系(05-30) |
|
·楠竹特性和環保(12-23) |
·竹材知識和竹材用途(12-22) |
|
·竹材性能和竹材分類(12-22) |
·桃花江竹材的特性及環保應用(12-22) |
|
·南方民間竹子的主要用途(12-22) |
·桃花江竹材5大優勢(12-22) |
分享文章
熱點文章推薦
·世界與竹(12-22)
·如何恰到好處的使用竹材打造環保室內(03-29)
·桃花江竹材5大優勢(12-22)
·戶外竹材介紹(12-22)
·竹子,竹子圖片,竹子分類,竹子怎么養(12-21)
·竹子的種類(12-21)
·竹材的價值(12-21)
·建筑竹材 裝飾竹材 建筑裝飾竹材(12-19)
·竹材設計 竹材應用 竹材特性(12-18)
·桃花江竹材—傳承古典文化(12-22)
·竹材應用—桃花江竹制品(12-22)
固定電話:(+86) 0731-8586-4648; 手機:189-3241-1903; 傳真:(+86) 0731-8586-4748; Email:bamboothj@126.com;
網站備案:湘ICP備16002771號-3; 版權所有:湖南桃花江竹材科技股份有限公司; Copyright 2004-2034 chinathj.com All Rights Reserved.